Das TIG-Schweißen wurde erstmals 1936 in Amerika (USA) erfunden und als Argon-Lichtbogenschweißen bekannt. TIG ermöglicht die Produktion hochwertiger Schweißverbindungen mit Inertgas und unterstützt ein sauberes Schweißergebnis. Dieses Schweißverfahren ist ein Allzweckschweißverfahren in Bezug auf verwendetes Material, Wandstärke und Schweißpositionen.
Der Vorteil dieses Schweißverfahrens besteht darin, dass kaum Spritzer und wenige Schadstoffe erzeugt werden und gleichzeitig eine hochwertige Schweißverbindung bei richtiger Anwendung garantiert wird. Die Zuführung des Schweißzusatzes und der Strom sind nicht miteinander verbunden, so dass sich TIG zum Schweißen von Wurzellagen und zum Positionsschweißen eignet.
Das WIG-Schweißen erfordert jedoch einen gut ausgebildeten Schweißer, um es mit geschickter Hand und Wissen über die richtige Anwendung von Spannung und Strom zu verwenden. Diese unterstützen das saubere und beste Ergebnis beim TIG-Schweißen. Und ich denke, das sind die Nachteile des WIG-Schweißens.
Wie Sie auf diesem Bild sehen können, beginnt das Gas zu strömen, nachdem Sie den Schalter der Schweißbrenner gedrückt haben. Und wenn die Spitze des Brenners die Metalloberfläche berührt, tritt ein Kurzschluss auf. Durch die hohe Stromdichte an der Brennerspitze beginnt das Metall an der Kontaktstelle zu verdampfen und der Lichtbogen entzündet sich, natürlich bedeckt durch das Schutzgas.
EINSTELLUNG DER GASDRÜCKE / -STRÖME
Der Gasdurchsatz wird in l/min angegeben und ist abhängig von der Größe des Schweißbades, dem Elektrodendurchmesser, dem Gasdüsendurchmesser, dem Abstand der Düse zur Metalloberfläche, dem umgebenden Luftstrom und der Art des Schutzgases.
Eine einfache Regel, dass 5 bis 10 Liter Schutzgas zu Argon als Schutzgas und zu den am weitesten verbreiteten Wolframelektrodendurchmessern mit einer Geschwindigkeit von 1 bis 4 mm pro Minute hinzugefügt werden sollten.
BRENNERPOSITION

Wie beim MIG-Schweißen ist auch bei der Verwendung des WIG-Schweißverfahrens die Position des Brenners sehr wichtig. Die Position des Brenners und des Elektrodenstabs beeinflusst unterschiedliche Schweißergebnisse.
Die Elektrode selbst ist ebenfalls ein Schweißzusatzwerkstoff, der beim TIG-Schweißen verwendet wird. Welding consumables are usually selected in the same way as the type of metal. Aus metallurgischen Gründen ist es jedoch notwendig, dass die Schweißzusatzmaterialien beim Einsatz bestimmter Legierungselemente vom Ausgangsmetall abweichen.
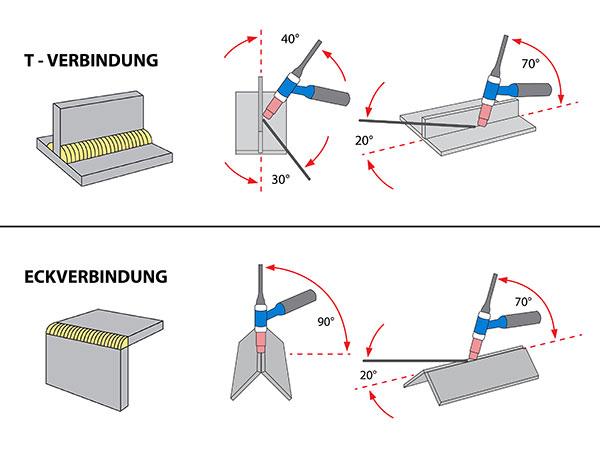
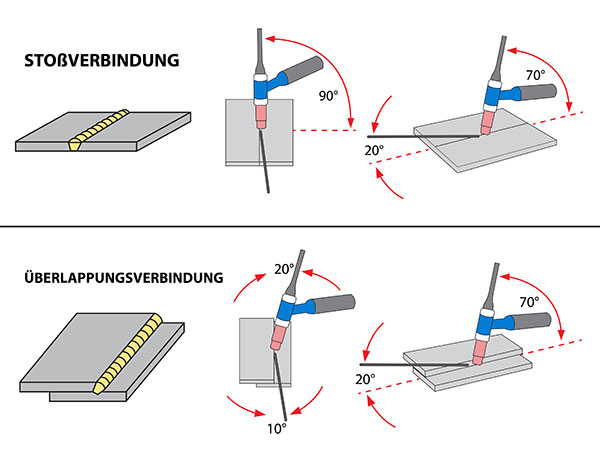
Zurück zum Punkt der Brennerposition. Sie können unterschiedliche Positionen des WIG-Brenners und des Elektrodenstabs anwenden, während Sie verschiedene Metallverbindungen schweißen. Die Brennerposition hängt also von der Art der Metallverbindungen ab. Ich meine, es gibt 4 grundlegende Metallverbindungen wie :
- T- Stoß
- Eckstoß
- Stumpfstoß
- Überlappstoß
Sie können einige dieser Brennerpositionen auf die Arbeiten anwenden, die Sie abschließen möchten. Und wenn Sie mit den verschiedenen Schweißbrennerpositionen für Metallverbindungen vertraut sind, können Sie sich über die Schweißparameter informieren.
SCHWEIßPARAMETER
Bei der Auswahl der Schweißparameter ist zu beachten, dass nur der Strom auf der Schweißmaschine eingestellt wird. Die Spannung wird durch die Lichtbogenlänge bestimmt, die vom Schweißer aufrechterhalten wird.
Daher benötigt die größere Lichtbogenlänge die höhere Lichtbogenspannung. Ein Schweißstrom von 45 Stromstärken pro mm der Metalldicke wird als Referenzwert für einen Strom verwendet, der ausreicht, um Stahl vollständig zu durchdringungen.