Wie in ISO 857-1 definiert, ist das MIG-Schweißen ein gasgeschirmtes Metalllichtbogenschweißen, bei dem der Draht geschmolzen und durch das Gas abgeschirmt wird. Die ISO-Norm definiert, dass beim MIG-Schweißen ein Draht verwendet wird, bei dem Gas von einer externen Quelle den Lichtbogen und das Schweißbad umgibt, um sie vor der Atmosphäre zu schützen.
Der Schweißprozess zeichnet sich dadurch aus, dass eine Drahtelektrode immer um die Spule dreht, wenn der Schaltknopf am Schweißbrenner gedrückt wird. Die Spule kann sich mit Hilfe eines Drahtvorschubmotors, der von der Stromdüse angetrieben wird, umdrehen, so dass der Lichtbogen zwischen dem Ende der Drahtelektrode und dem Metall brennen kann.
The shielding gas will flows out of the shielding gas nozzle, which surrounds the wire electrode concentrically. This is the picture of MIG Das Schutzgas strömt aus der Schutzgasdüse, die die Drahtelektrode konzentrisch umgibt. Dies ist das Bild des MIG-Schweißprozesses mit der Düsenstruktur.
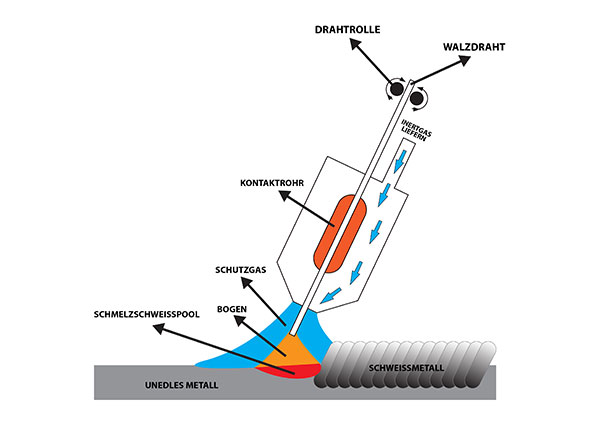
Wie Sie auf diesem Bild sehen können, bewegt die Drahtwalze die Drahtelektrode nach dem Drücken des Schalters des Brenners gedrückt haben. Die Drahtrolle rollt weiter, während Sie den Schalter des Brenners drücken. Gleichzeitig beginnt das Schutzgas zu fließen.
Wenn die Drahtelektrode die Oberfläche des Metalls berührt, tritt ein Kurzschluss auf. Aufgrund der hohen Stromdichte an der Elektrodenspitze beginnt das Metall an der Kontaktstelle zu verdampfen und der Lichtbogen entzündet sich, natürlich bedeckt vom Schutzgas.
Die Walzengeschwindigkeit wirkt sich auf den geschmolzenen Lichtbogen aus, so dass Sie die Drahtgeschwindigkeit anpassen müssen oder die Walzengeschwindigkeit normal bewegt (nicht zu schnell und nicht zu langsam). Die Einstellung der Drahtgeschwindigkeit wird durch den Wert der Stromstärke, der Spannung und der Dicke des Metalls, das Sie schweißen, beeinflusst.
Neuere Arten von MIG / MAG-Systemen bieten jedoch die automatische optionale Einstellung, die als Drahtkriechengeschwindigkeit bezeichnet wird. So müssen Sie die Drahtgeschwindigkeit nicht manuell einstellen, während Sie Ihren Schweißprozess vorbereiten. Die Drahtgeschwindigkeit wird automatisch von den Systemen eingestellt, wenn Sie die Stromleiterzahl und die Spannung einstellen, die Sie an Ihre Schweißnaht anlegen möchten.
Brennerposition
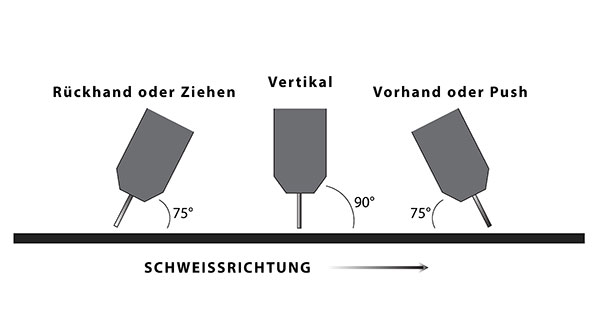
Neben der Geschwindigkeit der Drahtelektrode müssen auch die Strom- und Spannungswerte berücksichtigt werden. Sie müssen auch die Position des Schweißbrenners während des Schweißens anpassen. Der Schweißbrenner wird in Schweißrichtung um etwa 65° bis 75° der Metalloberfläche geneigt.
Sie können den Brenner während des Schweißens ziehen oder drücken, so dass das Schweißergebnis durch Ziehen oder Drücken des Brenners nicht wirklich beeinflusst wird. Und der Abstand der Drahtspitze zur Metalloberfläche sollte das 10- bis 12-fache des Drahtdurchmessers beträgen.
Schweißparameter
Sie können normal mit Füll-, End- und Vorläufen auf dickeren Platten schweißen, Spray oder lange Lichtbögen werden mit höherem Leistungsbereich eingestellt. Und ruhen Sie sich eine Weile aus, denn heißestes Metall lässt Sie schlechtes Schweißen produzieren. Und für das dünne Metall können Sie einen kurzen Lichtbogen oder einen gepulsten Lichtbogen im unteren Leistungsbereich verwenden.
Diese Schweißaufgaben können auch mit sehr geringen Spritzern unter Verwendung des gepulsten Lichtbogens durchgeführt werden.Beim gepulsten Schweißen zeigen die Anzeigeinstrumente den arithmetischen Mittelwert der in der Impuls- und Basisphase erzeugten Strom- und Lichtbogenspannung bei der eingestellten Pulsfrequenz an.
Sie können die Schweißtabelle als Richtlinie verwenden, um ein besseres Schweißergebnis zu erzielen.Wenn Sie das Bedürfnis haben, mehr über MMA / Stockschweißen zu erfahren, klicken Sie auf diesen Link für eine bessere Erfahrung << MMA Schweißgrundkenntnisse >>